- Что нужно знать для сборки сварочного аппарата своими руками
- Виды сварочных аппаратов
- Упрощённая схема расчётов сварочника
- На переменном токе
- На постоянном токе
- Инверторный аппарат
- Мини сварочный аппарат 12 В
- Схема мини сварочного аппарата
- Изготовление трансформатора
- Испытания сварочного аппарата резкой и сваркой
- Аппарат на постоянном токе
- Инвертор из блока питания компьютера
- Сварочник из электромотора
- Подготовка к работе
- Изготовление трансформатора
- Инвертор (импульсный блок питания для сварки)
- Где купить
- Что нужно знать для сборки самодельного сварочника?
- Как сделать своими руками сварочный агрегат?
- Изготовление сварочного аппарата
- На переменном токе
- На постоянном токе
Когда процесс будет выполнен правильно и успешно, появится небольшое свечение и материал расплавится, что позволит вам припаять необходимые элементы.
Что нужно знать для сборки сварочного аппарата своими руками
Простой сварочный аппарат может собрать каждый, кто знаком с электромонтажом. Но прежде чем приступить к работе, необходимо произвести расчет всех компонентов устройства. Это повлияет на производительность устройства при работе от обычной однофазной бытовой электросети.
Для получения стабильной дуги, способной сваривать металлы различной толщины, требуется ток от 70 до 150 А. Когда используется оборудование с номинальным напряжением 220 В, оно должно поглощать большую мощность в диапазоне от 15 до 30 кВт. Поэтому такие установки громоздки и с ними невозможно нормально работать. А в бытовых условиях подключить их будет просто невозможно, так как стандартная электросеть не рассчитана на такую нагрузку.
Поэтому основной задачей при проектировании и сборке сварочных аппаратов является обеспечение требуемой силы тока при снижении потребляемой мощности. Это возможно только при сварке с пониженным напряжением электрода.
Простейший сварочный аппарат выглядит следующим образом:
- Понижающий трансформатор, который снижает напряжение до 55-70 В и увеличивает силу тока до нужного значения. Это позволяет поддерживать потребление тока на разумном уровне.
- Специальные сварочные кабели проводят ток от трансформатора к электроду и изделию. Они имеют большее поперечное сечение и усиленную изоляцию, допускающую большие токи.
- Для сварки необходимы электроды с гнездами. Благодаря используемой оболочке они облегчают зажигание и поддержание дуги, которая становится источником тепловой энергии, необходимой для расплавления металла.
В конструкции этих сварочных аппаратов нет сложных приспособлений. Однако основные параметры должны быть учтены при проектировании, иначе подключение неподходящего оборудования к сети приведет к сбоям, коротким замыканиям или просто невозможности сварки.
Виды сварочных аппаратов
Существует несколько основных типов:
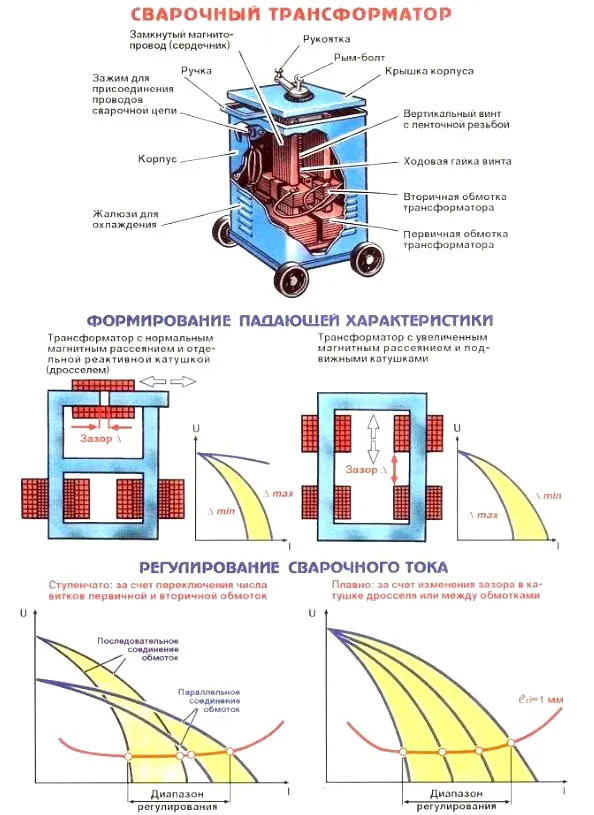
Сварочный трансформатор. Для трансформатора используется понижающий трансформатор.
Трансформатор является сварочным трансформатором.
Преобразователь для сварки. В качестве инвертора используется ШИМ-преобразователь.
Сварочный выпрямитель. Он такой же, как и сварочный трансформатор, но имеет во вторичной цепи диодный или тиристорный выпрямитель.
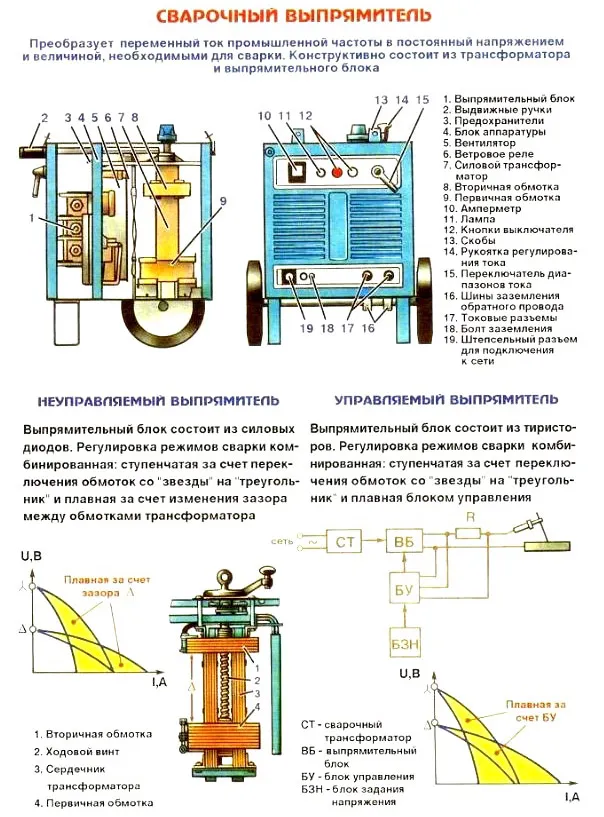
Выпрямитель для сварки
Полуавтоматическая машина. Сварка производится в инертной среде, для чего используется газовый баллон.
Упрощённая схема расчётов сварочника
На практике расчеты основываются на типе и диаметре используемых электродов. Да, существуют более сложные и точные виды расчетов, но они редко используются любителями. Для получения стабильной и производительной дуги необходимо получить ток со следующими значениями:
- 30-80 А достаточно для электродов диаметром 2 мм.
- Если диаметр увеличивается до 3 мм, ток следует увеличить до 70-130 А.
- Для электродов диаметром 4 мм следует установить 110-170 А.
- Электроды 5 мм свариваются с силой тока 150 — 200 А.
Разница в силе тока обусловлена разной толщиной металлов и их физическими свойствами.
При самостоятельном изготовлении сварочного аппарата часто приходится обходиться магнитным сердечником от другого имеющегося в наличии оборудования. Поэтому простейший расчет основывается на этих двух известных характеристиках — сечении магнитопровода и требуемом вторичном токе.
Примечание: Для трансформаторных сборок предпочтительно использовать сердечники стержневого типа. По сравнению с экранированными сердечниками они обеспечивают более высокую плотность тока в обмотках и имеют более высокий КПД.
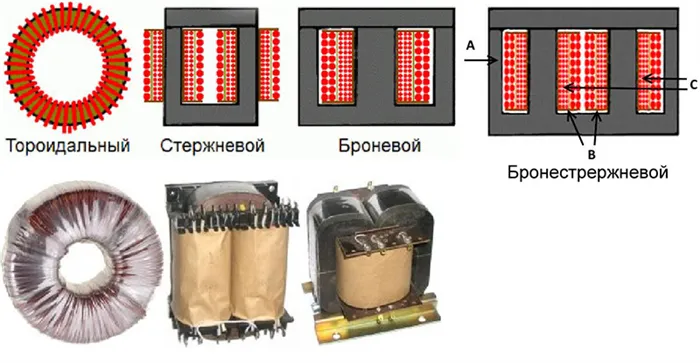
Типы сердечников
Другим важным фактором является расположение обмоток на сердечнике. Когда первичная и вторичная обмотки размещены в отдельных сердечниках, это приводит к увеличению магнитной утечки из-за большего воздушного зазора. По этой причине считается выгодным размещать часть обеих обмоток в одном сердечнике, а часть — в другом.
В этом случае для определения количества витков, необходимых для первичной обмотки, используется следующая формула:
N1 = 7440 × U1/(Siz × I2)
N1 — расчетное количество витков,
U1 — напряжение сети (200-240 В)
Siz — поперечное сечение существующего магнитопровода,
I2 — требуемый сварочный ток.
Обратите внимание, что для устройств с раздельными обмотками используется другая формула:
N1 = 4960 × U1/(Siz × I2).
Если вам приходится работать с нестабильным напряжением сети, полезно рассчитать количество витков для наиболее важных значений — 180, 190, 200, 220 и 240 В. При намотке кабеля просто переключитесь на эти значения, чтобы обеспечить стабильную работу трансформатора при любых условиях.
Необходимое число витков вторичной обмотки рассчитывается по следующей упрощенной формуле:
N2 = 0,95 × N1 × U2/U1
N1 — расчетное количество витков,
U1 — напряжение сети (200-240 В)
U2 — требуемое напряжение разомкнутой цепи вторичной обмотки (50-70 В).
Для первичной обмотки выберите изолированный медный кабель с сечением 5 — 7 квадратных миллиметров, достаточный для работы от однофазной бытовой сети. При выборе обращайте внимание на теплостойкие свойства изоляции; она должна выдерживать сильное нагревание, которого не избежать.
Вторичная обмотка наматывается более толстым проводом, так как через нее будет протекать значительный ток. Лучше всего использовать медные стержни с сечением не менее 30 квадратных миллиметров.
Любой сварочный аппарат может быть электрическим или газовым. Сразу следует сказать, что самодельные сварочные аппараты не должны работать на газе. Поскольку это взрывоопасные газовые баллоны, не следует держать такое оборудование дома.
На переменном токе
Таков принцип работы классических сварочных аппаратов: Напряжение первичной обмотки 220 В снижается до 50-60 В на вторичной обмотке и подается на сварочный электрод вместе с заготовкой.
Перед началом производства выберите все необходимые компоненты:
- Магнитные сердечники — сердечники с толщиной листа 0,35 — 0,5 мм считаются наиболее выгодными, так как дают сварщику наименьшие потери железа. Лучше использовать сборный сердечник трансформатора, изготовленный из стали, поскольку плотность прилегания пластин играет существенную роль в работе магнитопровода.
- Провод для намотки катушек — сечение проводов следует выбирать в зависимости от величины токов, протекающих в катушках.
- Изоляционные материалы — важным требованием как к диэлектрическому, так и к проводниковому покрытию является высокая термостойкость. В противном случае изоляция сварочного аппарата или трансформатора расплавится и вызовет короткое замыкание, которое приведет к повреждению аппарата.
Лучший вариант — собрать блок из трансформатора заводской сборки, где и магнитопровод, и первичная обмотка вам подходят. Однако если подходящего устройства нет в наличии, вам придется построить его самостоятельно. Принципы построения, определение сечения и другие параметры самодельного трансформатора можно найти в соответствующей статье: https://www.asutpp.ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим создание сварочного аппарата на основе микроволнового источника питания. Следует отметить, что сварка с помощью трансформатора должна иметь достаточную мощность, для наших целей достаточно сварочного аппарата мощностью не менее 4 — 5 кВт. А поскольку мощность трансформатора микроволновой печи составляет всего 1 — 1,2 кВт, для создания машины мы будем использовать два трансформатора.
Для этого необходимо выполнить следующие действия:
Поскольку вы оставляете только низкое напряжение, вам не нужно наматывать первичную катушку, так как вы используете заводскую катушку.
- Удалите токовые шунты на каждом трансформаторе из цепи катушки; это увеличит емкость каждой обмотки. Рисунок 3: Демонтаж токовых шунтов
- Для вторичной катушки возьмите медный стержень площадью 10 мм2 и намотайте его на каркас, который вы предварительно изготовили из любого материала. Самое главное, чтобы форма рамы соответствовала размерам сердечника. Рис. 4: Намотка вторичной обмотки на каркас.
- Соорудите диэлектрический сепаратор под первичной обмоткой, подойдет любой негорючий материал. Его длины должно хватить для обеих половинок после соединения магнитопровода. Рис. 5: Конструкция диэлектрического сепаратора
- Поместите катушку с током на магнитный сердечник. Вы можете скрепить две половинки сердечника клеем или скрепить их с помощью любого диэлектрического материала. Рис. 6: Поместите катушку на магнитопровод.
- Подключите первичные проводники к силовому кабелю, а вторичные проводники — к припаянным проводам. Рис. 7: Подключение кабеля питания и проводов.
Подсоедините держатель электрода и электрод диаметром 4 — 5 мм к кабелю. Диаметр электрода выбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере 140 — 200А. При других рабочих параметрах характеристики электрода изменяются соответствующим образом.
На постоянном токе
Этот аппарат отличается от предыдущего более стабильными характеристиками дуги, так как она берется не непосредственно от вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
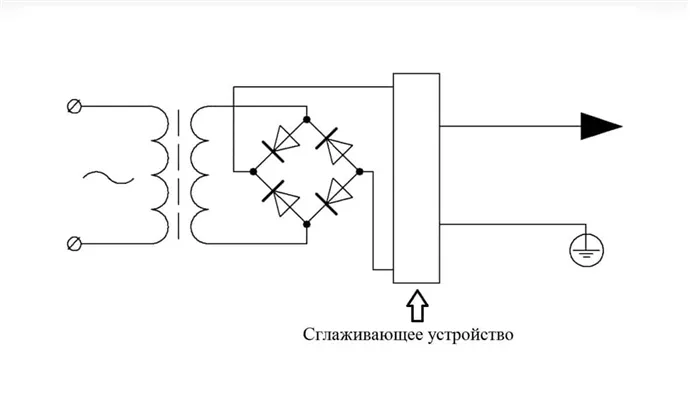
Рис. 8: Схема выпрямителя для сварочного трансформатора.
Как видите, для этого не нужно мотать трансформатор, а только изменить схему существующего устройства. Это позволяет получить более гладкий шов и сварить нержавеющую сталь и чугун. Для его создания вам понадобятся четыре мощных диода или тиристора примерно на 200 А каждый, два конденсатора по 15000 мкФ и дроссель. Принципиальная схема сглаживающего устройства показана на рисунке ниже:
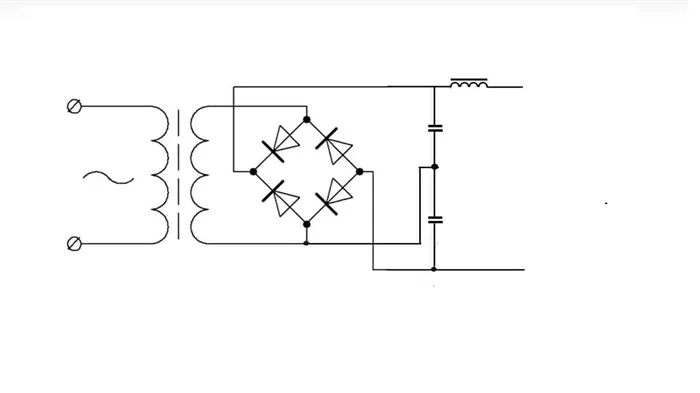
Рис. 9: Принципиальная схема блока сглаживания.
Завершение схемы состоит из следующих этапов:
Из-за перегрева трансформатора во время работы диоды могут быстро выйти из строя, поэтому они нуждаются в принудительном отводе тепла.
Для соединений лучше использовать луженые клеммы, так как они не теряют своей первоначальной проводимости под воздействием высоких токов и постоянных вибраций.
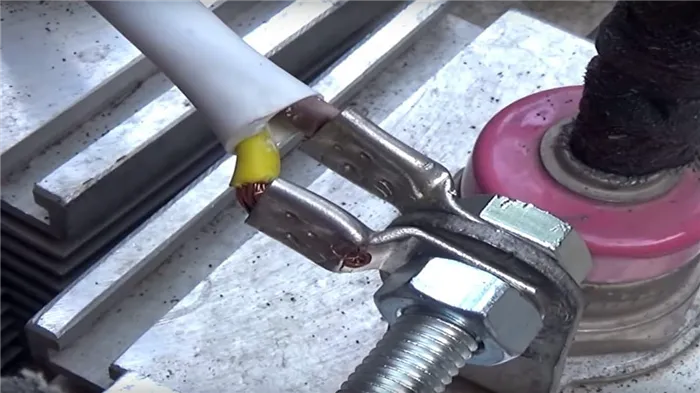
Рис. 12: Использование клемм с паяными соединениями.
Толщина провода должна быть выбрана в соответствии с вторичным током.
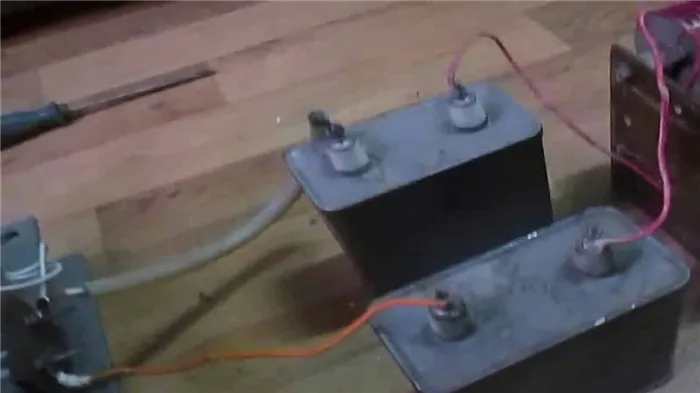
- Подключите конденсаторы питания и дроссельную катушку к вторичной цепи диодного моста. Рисунок 13: Подключение конденсаторов питания
- Подключите сварочные петли к клеммам выглаживающего устройства, вставьте разъем электрода — сварочный аппарат постоянного тока готов.
При сварке металла таким аппаратом необходимо всегда следить за нагревом не только трансформатора, но и выпрямителя. А при достижении критической температуры остановитесь, чтобы охладить компоненты, иначе сварочный аппарат, сделанный своими руками, быстро выйдет из строя.
Инверторный аппарат
Это довольно сложное устройство для неопытных радиолюбителей. Не менее сложным является подбор необходимых компонентов. Преимуществом такого сварочного аппарата является его гораздо меньшие размеры и мощность по сравнению с классическими аппаратами, возможность точечной сварки и т.д.
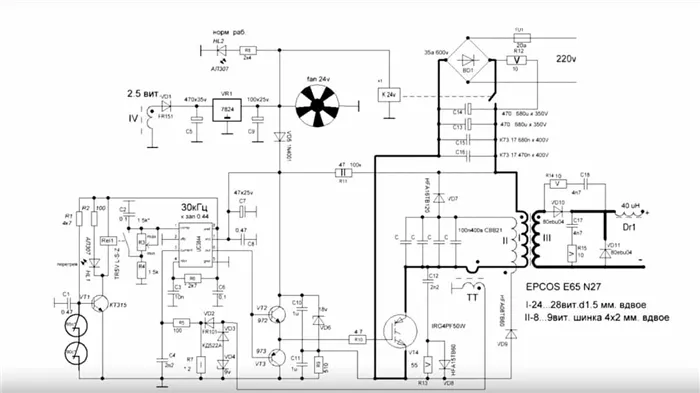
Рис. 14: Схематическое изображение импульсного блока.
Такая схема преобразует переменное напряжение сети в постоянное, а затем подает ток высокой амплитуды в зону сварки через импульсный модуль. Это приводит к относительной экономии энергии по отношению к мощности машины.
Схема инвертора для сварочного аппарата состоит из следующих компонентов:
- Диодный выпрямитель с накопителем емкости, балластным резистором и системой плавного пуска,
- система управления, состоящая из драйвера и двух транзисторов,
- силовая часть, состоящая из управляющего транзистора и выходного трансформатора,
- выходная секция из диодов и дросселя,
- система охлаждения, состоящая из охладителя,
- система обратной связи по току для контроля выходных параметров сварочного аппарата.
Чтобы сделать сварочный инвертор, необходимо самостоятельно намотать силовой трансформатор и трансформатор тока с ферритовым кольцом. Для моста предпочтительно использовать готовую сборку высокоскоростных полупроводниковых элементов.
К сожалению, большинство других компонентов нельзя найти в гараже или дома, поэтому их приходится заказывать или покупать в специализированном магазине. Поэтому сборка инвертора своими руками не дешевле заводского варианта, а с учетом затраченного времени — даже дороже. Поэтому для сварки с помощью конвертера лучше приобрести готовый аппарат с заданными рабочими параметрами.
Очень важно, чтобы проводник обмотки был покрыт тканевой изоляцией, поскольку обычное ПВХ-покрытие плавится при нагревании и может привести к изменению параметров обмотки.
Мини сварочный аппарат 12 В
С помощью этого простого клея можно резать тонкие металлы, сваривать медную проволоку и травить металлические поверхности. Другие приложения также не вызывают проблем. Этот мини-сварочный аппарат может работать от напряжения 12-24 В.
Сварочный аппарат основан на высоковольтном, высокочастотном преобразователе. Он основан на принципе барьерного генератора с малой трансформаторной обратной связью. Генератор вырабатывает короткие электрические импульсы, которые повторяются через относительно большие промежутки времени. Тактовая частота находится в диапазоне от 10 до 100 кГц. Коэффициент трансформации этой схемы будет равен 1 к 25. Это означает, что если к схеме приложено напряжение 20 В, то на выходе можно ожидать около 500 В. Это не совсем верно. Это связано с тем, что любой импульсный трансформаторный источник или генератор разомкнутой цепи имеет сильные высоковольтные импульсы, которые могут достигать 30000 В! Поэтому, если вы разберете китайское зарядное устройство от перегрузки, вы увидите резистор, впаянный параллельно выходному конденсатору. Это также сетевая нагрузка, без резистора выходной конденсатор быстро выйдет из строя из-за перенапряжения или, что еще хуже, взорвется. Поэтому: Будьте внимательны! Напряжение на выходе трансформатора опасно для жизни!
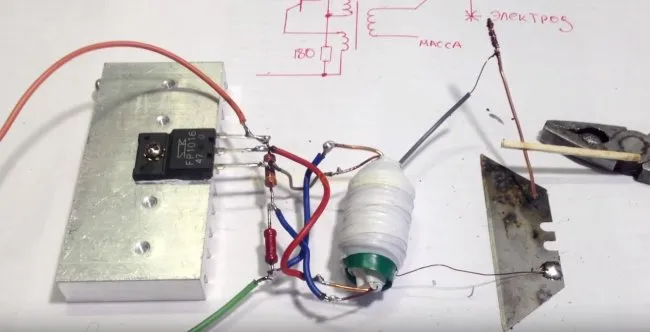
Схема мини сварочного аппарата
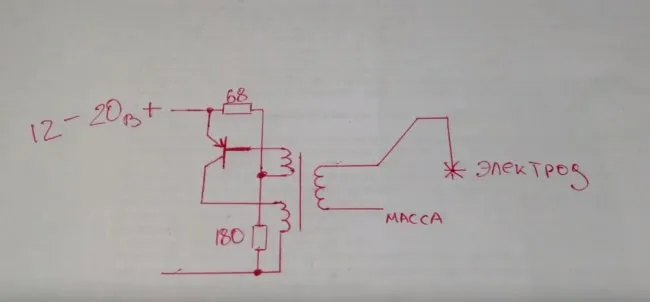
- Трансформатор импровизированный, процедура описана ниже.
- Резисторы имеют мощность 0,5-2 Вт.
- Используемый транзистор — FP1016, но его трудно найти из-за его особенности. Его можно заменить транзисторами 2SB1587, КТ825, КТ837, КТ835 или Кт829 с обратной полярностью. Используйте другой транзистор с током коллектора 7 А, напряжением коллектор-эмиттер 150 В и высоким коэффициентом усиления (составной транзистор).
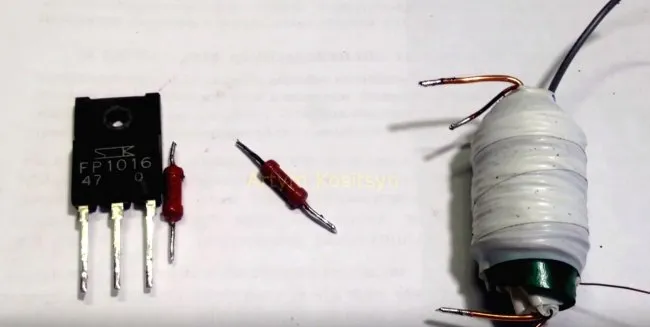
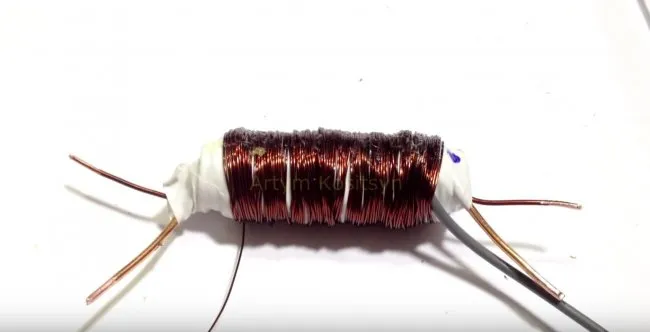
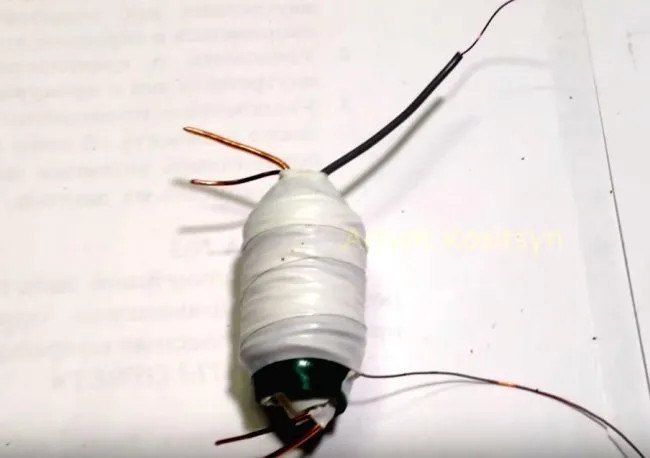
Изготовление трансформатора
- Коллекторная обмотка — 20 витков провода диаметром 1 мм.
- Намоточная основа — 5 витков провода 0,5-1 мм.
- Высоковольтная обмотка — 500 витков провода 0,14-0,25 мм.




Давайте соберем схему. Если все в порядке, все должно работать без проблем. Рабочая частота генератора выше акустической частоты, поэтому при его работе вы не услышите никакого писка, поэтому не прикасайтесь руками к выходу трансформатора.
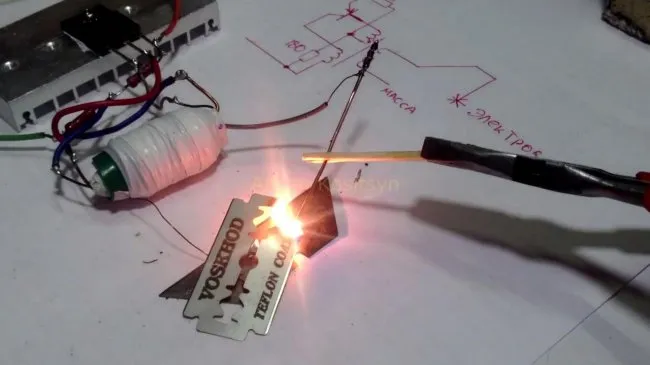
Запустите генератор с напряжением 12 вольт и при необходимости увеличьте напряжение. Дуга загорается на расстоянии 1 см, что свидетельствует о напряжении 30 кВ. Высокая частота препятствует отрыву горящей дуги, поэтому дуга горит очень равномерно. Когда медный электрод используется в тесном контакте с другим электродом, создается плазменная среда (медная плазма), что приводит к более высокой температуре резки во время дуговой сварки.
Испытания сварочного аппарата резкой и сваркой
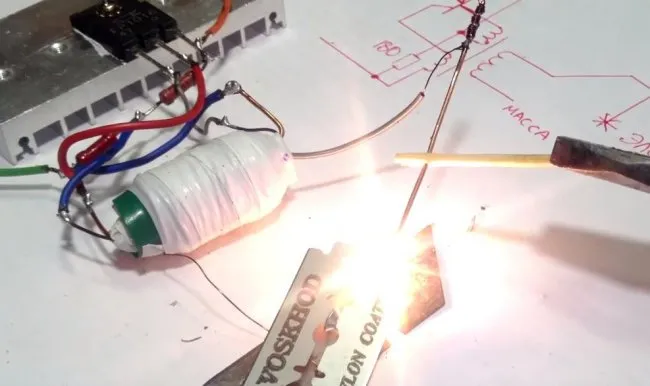
В качестве электрода использовалась толстая медная проволока. Он зажимается деревянной спичкой, так как сухое дерево также является хорошим изолятором.
Если вам понравился этот маленький сварочный аппарат, вы можете сделать его больше и мощнее. Но будьте предельно осторожны. Вы также можете построить генератор с полевым транзистором для увеличения мощности, как здесь — Simple 12v induction heater. В этом случае мощность будет достаточной. Кроме того, не смотрите на дуговые разряды невооруженным глазом, используйте специальные защитные очки.
Самодельный мощный сварочный трансформатор — это обычный источник питания с точки зрения схемотехники. Таким образом, выпрямитель так же прост, как и выпрямитель в зарядном устройстве мобильного телефона. Только компонентная база на несколько порядков массивнее.
Аппарат на постоянном токе
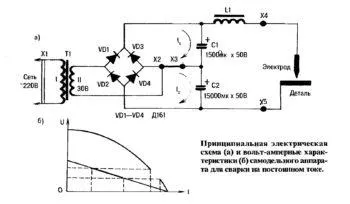
Для сварки чугуна или нержавеющей стали необходим двигатель постоянного тока. Это можно сделать с помощью обычного трансформатора, если подключить к его вторичной обмотке выпрямитель. Ниже приведена схема сварочного аппарата с диодным мостом.
Диодный мост диодный сварочный аппарат
Выпрямитель оснащен диодами D161, которые выдерживают 200 А. Они всегда должны устанавливаться в теплоотводы. Кроме того, для компенсации пульсаций тока необходимы 2 конденсатора (C1 и C2) на 50 В и 1500 мкФ. В схеме также имеется регулятор тока, представленный дросселем L1. Сварочные кабели подключаются к клеммам X5 и X4 (прямая или обратная полярность) в зависимости от толщины свариваемого металла.
Инвертор из блока питания компьютера
Невозможно построить сварочный аппарат из компьютерного блока питания. Но использование корпуса, некоторых компонентов и вентиляторов вполне реально. Поэтому, если собрать инвертор своими руками, его можно легко встроить в корпус компьютерного блока питания. Все транзисторы (IRG4PC50U) и диоды (KD2997A) должны быть установлены в теплоотводы без прокладок. Для охлаждения компонентов следует использовать мощный вентилятор, например, Thermaltake A2016. Несмотря на небольшие размеры (80 мм x 80 мм), кулер способен работать со скоростью 4800 об/мин. Вентилятор также имеет встроенный регулятор скорости. Последний регулируется с помощью термопары, которая должна быть закреплена на радиаторе с помощью диодов.
Совет. Рекомендуется просверлить несколько дополнительных отверстий в корпусе БП для лучшей вентиляции и рассеивания тепла. Защита от перегрева на радиаторах транзисторов установлена на 70-72 градуса Цельсия.
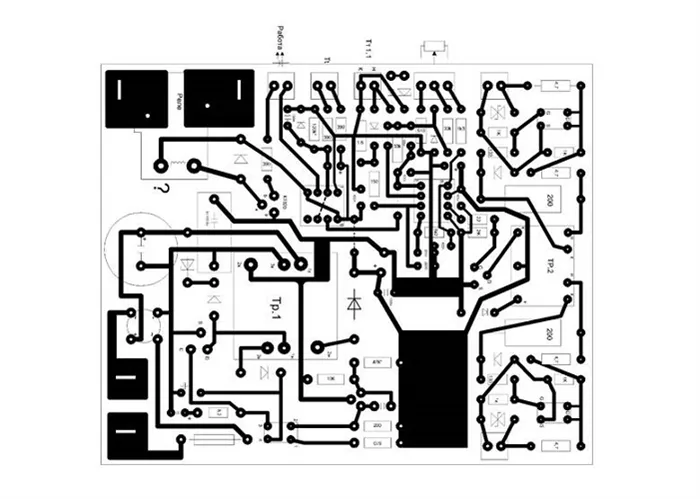
Ниже приведена схема паяльного преобразователя (в высоком разрешении), который может быть использован для создания машины, помещающейся в корпус блока питания.
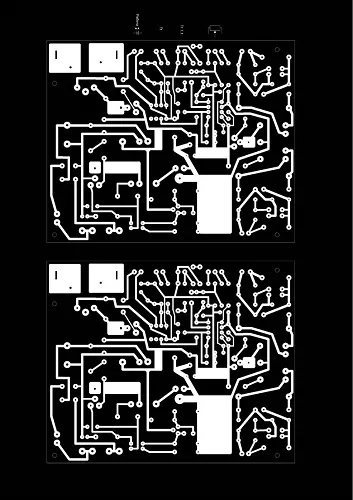
Ниже приведены схемы печатных плат, необходимых для сборки инвертора.
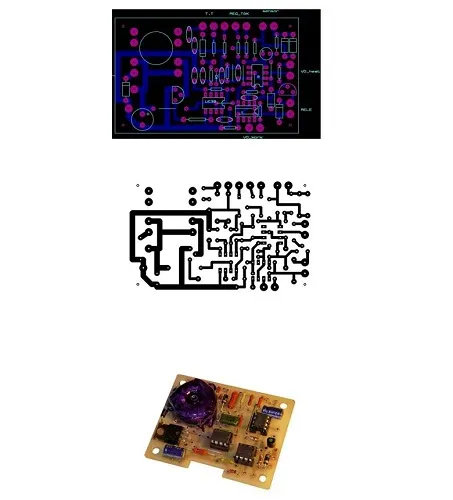
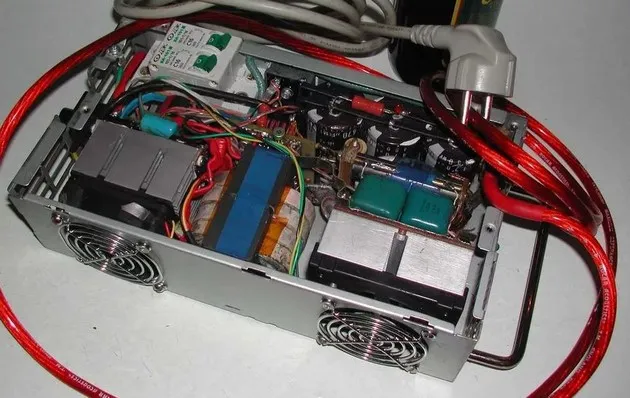
На фотографиях ниже показаны компоненты, из которых состоит самодельный паяный инвертор, и то, как он выглядит в собранном виде.



Сварочник из электромотора
Чтобы собрать простой сварочный аппарат из статора электродвигателя, необходимо выбрать двигатель, отвечающий определенным требованиям, т.е. его мощность должна быть от 7 до 15 кВт.
Совет: Лучше всего использовать двигатель серии 2A, так как он имеет большое окно магнитопровода.
Вы можете купить статор у торговцев металлоломом. Обычно провода зачищены и могут быть открыты после нескольких ударов кувалдой. Однако если корпус изготовлен из алюминия, вам придется отжечь статор, чтобы удалить магнитопровод.
Подготовка к работе
Установите статор отверстием вверх и подложите кирпичи под арматуру. Затем положите дрова внутрь и разожгите огонь. После нескольких часов обжига магнитная цепь легко отделится от корпуса. Если в корпусе есть провода, их можно извлечь из пазов после нагрева. В результате получается очищенный магнитопровод.
Эту куклу следует тщательно пропитать масляным лаком и дать ей высохнуть. Для ускорения процесса можно использовать тепловую пушку. Масляная пропитка предназначена для предотвращения разрыва упаковки после освобождения от клея.
Когда катушка полностью высохнет, используйте абразив для удаления стяжек с катушки. Если не удалить кабельные стяжки, они будут действовать как короткое замыкание и отводить ток от трансформатора, вызывая его нагрев.
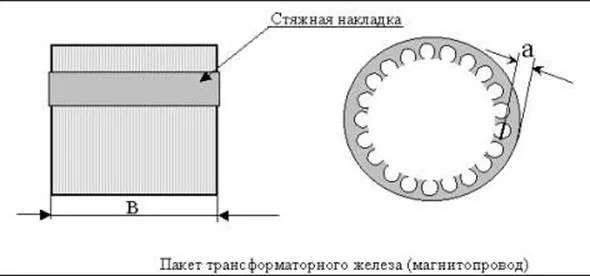
После удаления ненужных частей из магнитного сердечника необходимо изготовить две торцевые пластины (см. рисунок ниже).
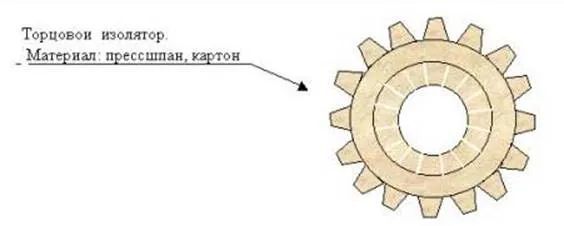
Они могут быть изготовлены как из картона, так и из картона. Из этих материалов вам также нужно будет сделать два рукава. Один из них — внутренний рукав, а другой — внешний. Следующий:
- Установите обе торцевые накладки на манекен,
- затем вставьте ролики,
- Оберните всю конструкцию бечевкой или стеклолентой,
- Пропитайте компонент и высушите его.
Изготовление трансформатора
После выполнения вышеуказанных действий из магнитопровода можно изготовить сварочный трансформатор. Для этого необходим провод, изолированный тканью или стекловолокном. Для намотки первичной катушки вам понадобится провод диаметром 2-2,5 мм. Для вторичной катушки вам понадобится около 60 метров медного стержня (8 x 4 мм).
Совет: Чтобы правильно рассчитать количество витков, вам понадобится трансформатор на 12 вольт и амперметр, который может измерять переменный ток до 5 ампер.
Поэтому расчет производится следующим образом.
- Намотайте 20 витков провода диаметром не менее 1,5 мм вокруг сердечника, а затем подайте на него напряжение 12 вольт.
- Измерьте ток, протекающий в этой обмотке. Значение должно быть около 2 А. Если значение больше требуемого, увеличьте число витков; если значение меньше 2 A, уменьшите его.
- Рассчитайте количество витков и разделите его на 12. В результате вы получите значение, которое показывает, сколько витков вам нужно на 1 В напряжения.
Для первичной обмотки достаточно проводника диаметром 2,36 мм, который необходимо сложить пополам. В принципе, можно взять любую проволоку диаметром 1,5-2,5 мм. Однако сначала необходимо рассчитать сечение проводников на катушку. Сначала намотайте первичную обмотку (220 В), а затем вторичную обмотку. Вторичная обмотка должна быть изолирована по всей длине.
Не следует увеличивать площадь поперечного сечения, чтобы сделать вес устройства доступным, но технический результат не будет первоклассным. Если площадь поперечного сечения вам не подходит, вы можете рассчитать ее самостоятельно, используя специальные графики и формулы.
Инвертор (импульсный блок питания для сварки)
Самодельный сварной инвертор невозможно просто собрать вручную. Вам необходима современная база знаний и опыт ремонта и сборки электронного оборудования. Однако эта система не так страшна, как кажется. Было создано множество подобных устройств, и все они работают не хуже своих заводских аналогов. Чтобы собрать импульсный сварочный аппарат своими руками, не обязательно покупать десятки дорогих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные компоненты для блока питания, можно позаимствовать из старых телевизоров или компьютерных блоков питания. Затраты практически нулевые.
Рассматриваемый инвертор имеет следующие характеристики:
- Ток зарядки на электродах: до 100 А.
- Потребляемая мощность от сети 220 В: максимум 3,5 кВт (ток прибл. 15 A).
- Используются электроды до 2,5 мм.
На рисунке показана готовая схема, которая была несколько раз проверена многими «самоделкиными».
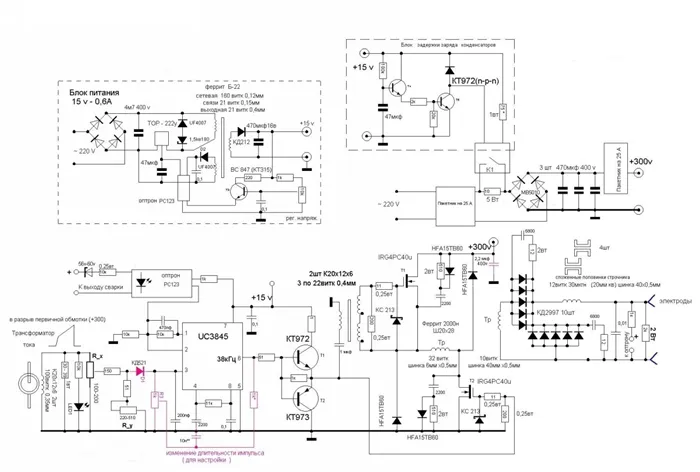
Конструктивно инвертор состоит из трех элементов:
- Источник питания для схемы инвертора и системы управления. Он был построен на основе существующих компонентов с использованием оптопары из старого компьютерного блока питания. Трансформатор можно изготовить в домашних условиях практически без затрат, так как компоненты очень дешевы. Показаны номиналы и названия радиоэлементов.
- Блок задержки заряда конденсатора (для дуги стартера), на базе транзистора КТ972 (нет в продаже). Разумеется, транзисторы размещены в теплоотводах. Для коммутации достаточно обычного автореле с токовой нагрузкой на контакты до 40 А. Для ручного управления встроены имеющиеся в продаже автоматические выключатели (пакеры) на 25 A. Выходное напряжение составляет 300 вольт — без нагрузки. При зарядке напряжение составляет 50 вольт.
- Силовой трансформатор является наиболее критичным узлом. При сборке особое внимание следует уделить точности намотки витков катушки. Некоторую регулировку можно произвести с помощью переменного резистора (выделен красным цветом на схеме). ШИМ реализован на микросхеме US3845 (один из немногих компонентов, которые необходимо приобрести). Силовые транзисторы — те же KT972 (973). Некоторые компоненты схемы являются импортными, но вы можете легко заменить их на отечественные, сверившись с техническим паспортом.
Рабочие кабели подключаются к выходу сварочного инвертора с максимальной длиной 2 метра. Поперечное сечение составляет не менее 10 блоков. При работе с электродами до 2,5 мм падение тока минимально, а сварка равномерна. Дуга непрерывна и не уступает заводскому аналогу.
Благодаря активному охлаждению (вентилятор от того же блока питания компьютера) конструкция может быть компактно вписана в небольшой корпус. Для высокочастотных преобразователей предпочтительнее использовать металл.
Где купить
Как только появится возможность, вы сможете приобрести устройство в местном специализированном магазине. Оптимальной с точки зрения соотношения цены и качества является возможность покупки в интернет-магазине AlieXpress. Обязательные длительные сроки ожидания посылок из Китая ушли в прошлое, поскольку многие товары сейчас находятся на промежуточном хранении в странах назначения: При оформлении заказа, например, вы можете выбрать опцию «Доставка из Российской Федерации»:
Чем сложнее самодельный сварочный аппарат, тем больше экономия. Простые трансформаторы стоят дороже, поскольку в них используется дорогая медь в обмотках или трансформаторное железо. Импульсные источники питания, особенно если имеются старые детали от стандартного оборудования, практически ничего не стоят.
В конструкции этих сварочных аппаратов нет сложных приспособлений. Однако основные параметры должны быть учтены при проектировании, иначе подключение неподходящего оборудования к сети приведет к сбоям, коротким замыканиям или просто невозможности сварки.
Что нужно знать для сборки самодельного сварочника?
Чтобы собрать мини-сварочный аппарат своими руками из подручных средств, без больших финансовых затрат и усилий понять, как работает устройство, то можно приступать к его сборке в домашних условиях.
Прежде всего, полезно определить требуемый ток самодельного сварочного аппарата. Для соединения массивных деталей требуется более высокая сила тока, а для сварки тонких металлических поверхностей — низкая сила тока.
Величина силы тока зависит от выбранных электродов, используемых для процедуры. При сварке прутков толщиной до 5 мм следует использовать прутки толщиной до 4 мм, а для конструкций толщиной 2 мм следует использовать прутки толщиной 1,5 мм.
При использовании 4 мм электродов установите силу тока на 200 ампер, для 3 мм электродов — на 140 ампер, для 2 мм электродов — на 70 ампер, а для электродов меньшего размера, вплоть до 1,5 мм электродов — на 40 ампер.
Вы можете самостоятельно настроить дугу для процесса сварки, используя сетевое напряжение, получаемое в результате работы трансформатора.
Это оборудование включает в себя:
- Магнитный провод,
- Обмотка — первичная и вторичная.
Вы также можете изготовить трансформатор самостоятельно. Сердечник магнита изготовлен из стали или другого твердого материала. Обмотки необходимы для самих сварочных процессов и для подключения сварочного аппарата к сети 220 В.
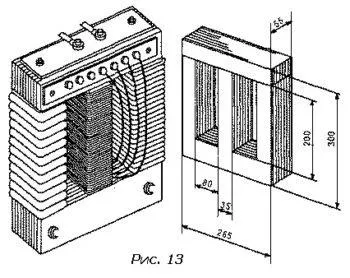
Трансформатор для сварки.
Специализированные аппараты имеют дополнительные устройства, повышающие качество и мощность дуги и позволяющие самостоятельно регулировать силу тока.
Сварочные аппараты, изготовленные в домашних условиях, не требуют использования дополнительных устройств. Значение мощности трансформатора может быть выбрано с учетом значения силы тока. Чтобы рассчитать мощность, умножьте ток, используемый при работе устройства, на 25.
Умножьте полученный результат на 0,015 и получите требуемый диаметр магнитопровода. Чтобы рассчитать необходимый диаметр обмотки, просто разделите мощность на 2000, а затем умножьте эту цифру на 1,13.
Чтобы рассчитать, сколько витков провода вам нужно намотать, разделите площадь поперечного сечения сердечника магнита пополам.
Если вы планируете собрать простой сварочный аппарат своими руками, то следует учесть, что существуют разные виды сварки — мягкая и жесткая, на которую влияет напряжение на клемме аппарата.
Этот параметр можно использовать для определения характеристик внешнего тока для процесса сварки, который также можно разделить на полубыстрый, круто-быстрый и нарастающий.
Большинство экспертов рекомендуют источники тока с убывающей или круто убывающей характеристикой. Они имеют минимальное изменение тока при колебаниях дуги, что делает возможным сварку металла в домашних условиях.
Как сделать своими руками сварочный агрегат?
Изучив основные особенности процесса сборки, вы сможете непосредственно приступить к сборке бытовой техники.
На сегодняшний день существует большое количество различных вариантов и рекомендаций о том, как лучше собрать самодельный сварочный аппарат любого типа — переменного или постоянного тока, импульсный или инверторный, автоматический или полуавтоматический.
Нет необходимости углубляться в эту тему, потому что один из самых простых способов собрать сварочный аппарат своими руками — использовать трансформатор.
Его особенностью является то, что он работает на переменном токе, что обеспечивает качество шва при сварке металлических поверхностей. Эти устройства подходят для всех бытовых работ, требующих сварки металла или стальных конструкций.
Чтобы достичь этого, вам нужно быть готовым:
- Несколько метров кабеля большой толщины.
- Материал для сердечника, устанавливаемого на трансформатор. Сам материал должен обладать высокой проницаемостью при намагничивании.
Сердечник должен обладать высоким магнитным сопротивлением. В некоторых случаях этот компонент также может быть использован в измененном виде, например, в качестве круглой части поврежденного статора двигателя.
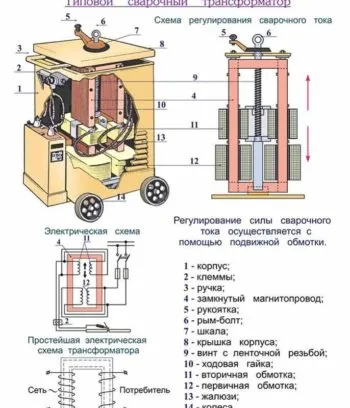
Схема сварочного трансформатора.
Однако следует отметить, что обмотки такой формы наматывать сложнее. Лучше всего, если сечение сердечника для классического сварочного аппарата, сделанного своими руками и используемого в бытовых целях, имеет площадь около 50 см2.
Не следует увеличивать площадь поперечного сечения, чтобы сделать вес устройства доступным, но технический результат не будет первоклассным. Если площадь поперечного сечения вам не подходит, вы можете рассчитать ее самостоятельно, используя специальные графики и формулы.
Первичная обмотка должна быть изготовлена из медного провода со следующими свойствами: термостойкость, так как эта область сильно нагревается во время работы.
Такой компонент должен быть изолирован хлопком или стекловолокном. В крайнем случае, можно использовать изолированные резиновые провода или резиновые одеяла, но остерегайтесь обмотки из ПВХ.
Изоляция также выполняется вручную, с помощью хлопчатобумажной или стекловолоконной ткани или кусков шириной 2 см. Эти детали позволяют обматывать проволоку, а затем пропитывать ее любым электротехническим лаком. Такая изоляция не будет перегреваться при регулярном использовании.
Приведенные выше расчеты можно также использовать для определения оптимальной площади поперечного сечения обмотки — первичной и вторичной. Часто вторичная обмотка имеет площадь около 30 мм2, а первичная — до 7 мм2, при использовании сердечника диаметром 4 мм.
Простой метод заключается в определении того, насколько далеко можно растянуть кусок медной проволоки и сколько витков необходимо для намотки двух катушек. Затем наматываются катушки, и каркас строится на основе геометрии магнитопровода.
Изготовление сварочного аппарата
В настоящее время практически невозможно и довольно сложно сварить или должным образом обработать металл без использования сварочного оборудования. Если вы построили сварочный аппарат своими руками, вы можете выполнять все работы по изготовлению металлических изделий.
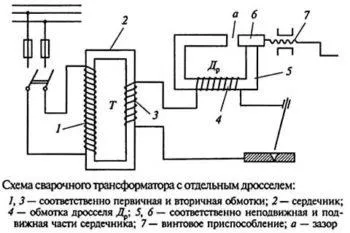
Принципиальная схема трансформатора с отдельным реактором.
Чтобы собрать качественный аппарат, необходимо обладать знаниями и навыками, позволяющими понять электрическую схему сварочного аппарата постоянного или переменного тока — два варианта сборки оборудования.
Для домашнего использования лучше знать, как собрать мини-сварочный аппарат.
Удобнее вызвать мастера или купить готовый аппарат, но иногда это очень дорого, потому что трудно подобрать модель по разным параметрам, например, по весу для сварочного аппарата, по количеству вольт на сварочный аппарат.
Существуют различные типы сварочных аппаратов: переменного тока, постоянного тока, трехфазный или инверторный. Чтобы выбрать один из вариантов и начать сборку, необходимо изучить каждую схему первых двух типов. Во время подготовки следует обратить внимание на регулятор напряжения.
На переменном токе
Для самостоятельной сборки сварочного оборудования необходимо выбрать показатель напряжения, желательно 60 вольт, ток лучше всего регулировать от 120 до 160 ампер.
Вы можете определить сечение кабеля, необходимого для изготовления первичной обмотки трансформатора, который должен быть подключен к сети 220 вольт.
Площадь поперечного сечения не должна быть больше 7 мм2, так как необходимо учитывать возможное падение напряжения и возможную дополнительную нагрузку.
Исходя из расчетов, оптимальный диаметр медного проводника под первичной обмоткой, который снижает влияние механизма, составляет 3 мм. Если в качестве проводника выбран алюминий, сечение умножается на значение 1,6.
Следует отметить, что провода должны быть обернуты тканью, так как они нуждаются в изоляции. Причина в том, что высокая температура может расплавить провод и вызвать короткое замыкание.
Если у вас нет необходимой проволоки, вы можете заменить ее чуть более тонкой нитью и намотать ее попарно. Однако следует помнить, что обмотка получается более толстой, что делает сварочное оборудование более габаритным. Для вторичной обмотки используется более толстый провод с большим количеством медных жил.
На постоянном токе
Электрическая схема сварочного аппарата постоянного тока.
Некоторые сварочные аппараты работают на постоянном токе. Такой аппарат можно использовать для сварки конструкций из чугуна и нержавеющей стали.
Чтобы собрать сварочный аппарат постоянного тока своими руками, потребуется не более получаса. Для преобразования сварочного аппарата переменного тока вторичная обмотка должна быть подключена к выпрямителю на основе диода.
Диод, в свою очередь, должен выдерживать ток в 200 ампер и хорошо охлаждаться. Для балансировки значения тока можно использовать конденсаторы с определенными свойствами и характеристиками напряжения. Затем блок последовательно соединяется в соответствии со схемой.







