- Что такое технологический процесс процессора и на что он влияет
- Что такое техпроцесс
- Определение и характеристика
- Виды техпроцессов
- Составные части технологического процесса
- Сущность технологического процесса
- Рабочее место для выполнения технологической операции
- Тех процесс при обработке на металлорежущих станках
- Технологическая операция
Следующим шагом в развитии процессоров для смартфонов является повсеместное освоение техпроцессов 14 и 16 нм, а дальше стоит ожидать 10 нм. Первыми экземплярами на нем могут стать Qualcomm Snapdragon 825, 828 и 830.
Что такое технологический процесс процессора и на что он влияет
Все современные вычислительные технологии базируются на основе полупроводниковой электронной техники. Для ее производства используются кристаллы кремния – одного из самых распространенных минералов в составе нашей планеты. С момента ухода в прошлое громоздких ламповых систем и с развитием транзисторных технологий этот материал занял важное место в производстве вычислительной техники.
Центральные и графические процессоры, чипы памяти, различные контроллеры – все это производится на основе кремниевых кристаллов. Уже полвека основной принцип не меняется, совершенствуются только технологии создания чипов. Они становятся более тонкими и миниатюрными, энергоэффективными и производительными. Главным параметром, который при этом усовершенствуется, является техпроцесс.
Что такое техпроцесс
Практически все современные чипы состоят из кристаллов кремния, которые обрабатываются методом литографии, с целью формирования отдельных транзисторов. Транзистор – ключевой элемент любой интегральной микросхемы. В зависимости от состояния электрического поля, он может передавать значение, эквивалентное логической единице (пропускает ток) или нулю (выступает изолятором). В чипах памяти с помощью комбинаций нулей и единиц (положений транзистора) записываются данные, а в процессорах – при переключении производятся вычисления.
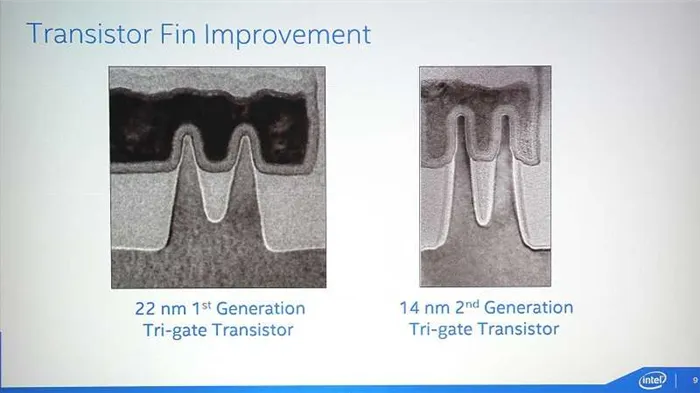
В 14-нм технологии (по сравнению с 22-нм) сокращено количество барьеров, увеличена их высота, уменьшено расстояние между диэлектрическими ребрами
Технологический процесс – это процедура и порядок изготовления какой-либо продукции. В электронной промышленности, в общепринятом значении, это величина, которая указывает на разрешающую способность оборудования, применяемого при производстве чипов. От нее также напрямую зависит размер функциональных элементов, получаемых после обработки кремния (то есть, транзисторов). Чем чувствительнее и точнее оборудование используется для обработки кристаллов под заготовки процессоров – тем тоньше будет техпроцесс.
Еще один плюс наличия должностных инструкций: При их постоянном ситуативном обновлении, они становятся не только определяющим взаимоотношения работодатель-работник документом, но и базой знаний. Таким универсальным ключом к самым разным ситуациям. Штатным и нештатным.
Определение и характеристика
ГОСТ дает научно строгое, но сформулированное слишком сухим и наукообразным языком определение технологического процесса. Если же говорить о понятии технологического процесса более понятным языком, то технологический процесс — это совокупность выстроенных в определенном порядке операций. Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества.
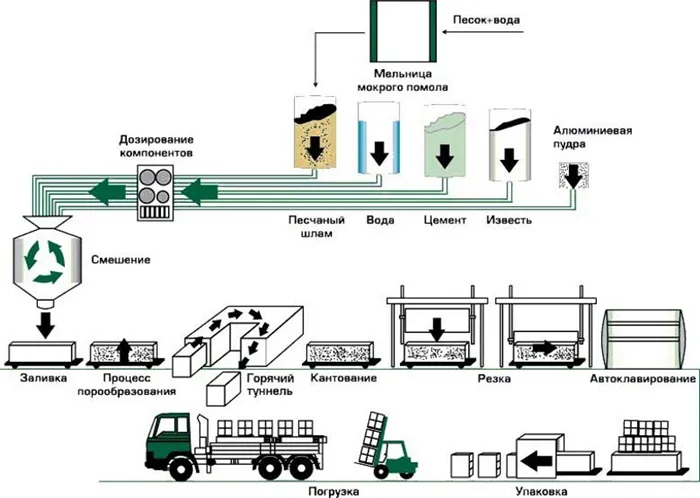
Схема технологического процесса
Технологи на предприятии занимают весьма важное положение. Они являются своего рода посредниками между конструкторами, создающими идею изделия и выпускающими его чертежи, и производством, которому предстоит воплощать эти идеи и чертежи в металл, дерево, пластмассу и другие материалы. При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества. Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.
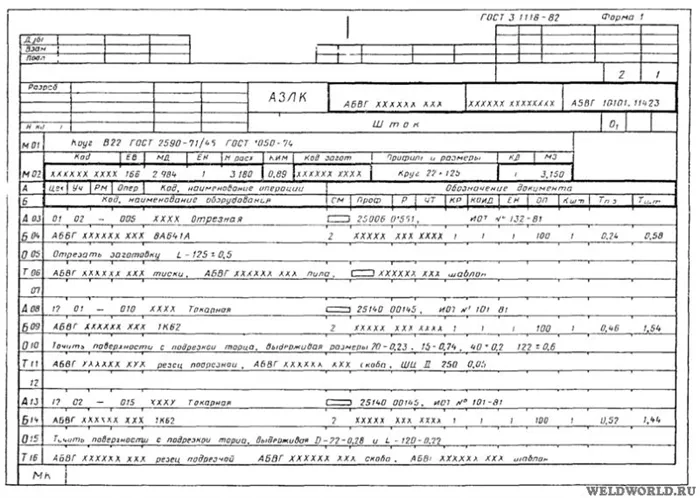
Описание технологического процесса должно содержаться в таких документах, как:
- Маршрутная карта — описание высокого уровня, в нем перечислены маршруты перемещения детали или заготовки от одного рабочего места к другому или между цехами.
- Операционная карта – описание среднего уровня, более подробное, в нем перечислены все операционные переходы, операции установки-съемки, используемые инструменты.
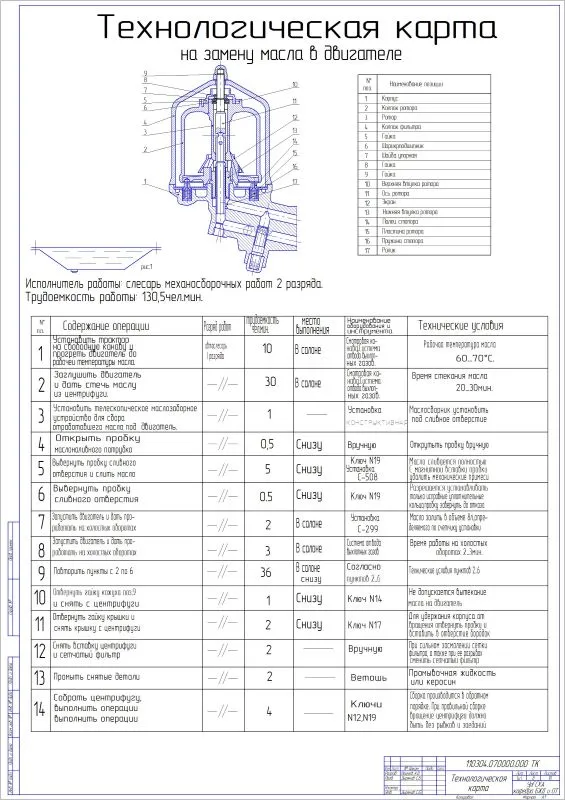
- Технологическая карта — документ самого низкого уровня, содержит самое подробное описание процессов обработки материалов, заготовок, узлов и сборок, параметры этих процессов, рабочие чертежи и используемая оснастка .
Технологическая карта даже для простого на первый взгляд изделия может представлять собой довольно толстый том.
Для сравнения и измерения технологических процессов серийного производства применяются следующие характеристики:
- Цикл технологической операции — длительность (измеряется в секундах, часах, днях, месяцах) операции, повторяющейся с определенной периодичностью. Отсчитывается от момента начала операции до момента ее окончания. Длительность цикла не зависит от числа заготовок или деталей, обрабатываемых одномоментно.
- Такт выпуска изделия – промежуток времени, через который выпускается это изделие. Рассчитывается как отношение времени, за которое выпускается определенное количество изделий, к этому количеству. Так, если за 20 минут было выпущено 4 изделия, то такт выпуска будет равен 20/4=5 минут/штуку .
- Ритм выпуска – величина, обратная такту, определяется как число изделий, выпускаемых в единицу времени (секунду, час, месяц и т.п.).
В дискретном производстве такие характеристики технологических процессов не находят применения ввиду малой повторяемости изделий и больших сроков их выпуска.
Виды техпроцессов
Классификация техпроцессов проводится по нескольким параметрам.
По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:
- единичный технологический процесс, создается для производства уникальной по конструктивным и технологическим параметрам детали или изделия;
- типовой техпроцесс, создается для некоторого количества однотипных изделий, схожих по своим конструктивным и технологическим характеристикам. Единичный техпроцесс, в свою очередь, может состоять из набора типовых техпроцессов. Чем больше типовых техпроцессов применяется на предприятии, тем меньше затраты на подготовку производства и тем выше экономическая эффективность предприятия;
- групповой техпроцесс подготавливается для деталей, различных конструктивно, но сходных технологически.
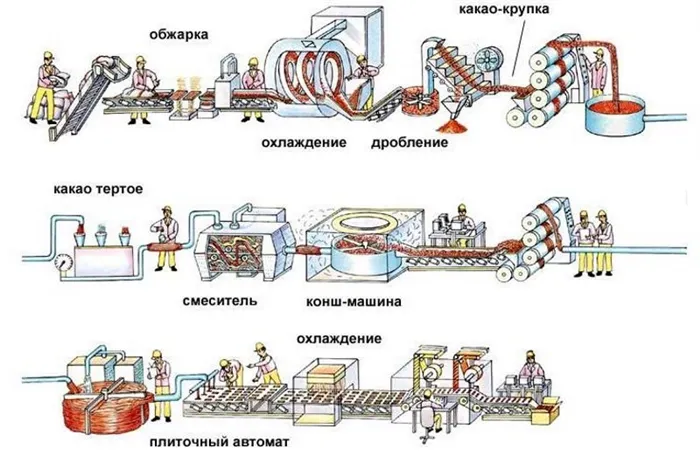
Пример типового технологического процесса
По критерию новизны и инновационности различают такие виды технологических процессов, как:
- Типичные. Основные технологические процессы используют традиционные, проверенные конструкции, технологии и операции обработки материалов, инструмента и оснастки.
- Перспективные. Такие процессы используют самые передовые технологии, материалы, инструменты, характерные для предприятий — лидеров отрасли.
По критерию степени детализации различают следующие виды технологических процессов:
- Маршрутный техпроцесс исполняется в виде маршрутной карты, содержащей информацию верхнего уровня: перечень операций, их последовательность, класс или группа используемого оборудования, технологическая оснастка и общая норма времени.
- Пооперационный техпроцесс содержит детализированную последовательность обработки вплоть до уровня переходов, режимов и их параметров. Исполняется в виде операционной карты.
Пооперационный техпроцесс был разработан во время Второй Мировой войны в США в условиях нехватки квалифицированной рабочей силы. Детальные и подробные описания каждой стадии технологического процесса позволили привлечь к работе людей, не имевших производственного опыта и в срок выполнить большие военные заказы. В условиях мирного времени и наличия, хорошо обученного и достаточно опытного производственного персонала использование такого вида технологического процесса ведет к непроизводительным расходам. Иногда возникает ситуация, в которой технологи старательно издают толстые тома операционных карт, служба технической документации тиражирует их в положенном числе экземпляров, а производство не открывает эти талмуды. В цеху рабочие и мастера за многие годы работы накопили достаточный опыт и приобрели достаточно высокую квалификацию для того, чтобы самостоятельно выполнить последовательность операций и выбрать режимы работы оборудования. Таким предприятиям имеет смысл подумать об отказе от операционных карт и замене их маршрутными.
Существуют и другие классификации видов технологических процессов.
Для предприятий, выпускающих детали сериями, характерны техпроцессы, в которых одноименные операции разделяются на основные и вспомогательные переходы. В одной операции не предусмотрена переустановка заготовки, а режущий инструмент меняется минимальное количество раз, из-за чего сокращается время на его подналадку.
Составные части технологического процесса
Основные элементы технологического процесса на примере металлообработки это:
- Механическая обработка — действия с заготовкой для изменения ее форм и размеров. Происходит снятие материала специальным режущим инструментом на промышленном оборудовании.
- Технологическая операция — сегмент техпроцесса, исполняемый без перерыва одним исполнителем с привязкой к конкретному рабочему месту.
- Переход — обработка поверхности при помощи единственного инструмента с сохранением режима (неизменная скорость вращения, подача).
- Установка — часть операции, которая производится за одно закрепление заготовки. Несколько установок можно определить в операцию.
- Прием — конкретные действия рабочего персонала, направленные на достижение результата. К ним относятся запуск машин и оборудования, установка режущей гарнитуры, закрепление заготовок.
Схема для технологического процесса является дополнительным сопроводительным документом, наглядно поясняющим план работы.
Сущность технологического процесса
Процессом принято называть изменение объекта при наличии воздействия условий внутреннего или внешнего характера.
Ко внешним воздействиям относятся механическая обработка, взаимодействие с химическими реагентами, температурные и радиационные воздействия. Факторы внутреннего характера — сопротивляемость материала детали или изделия на внешние воздействия, с сохранением формы и состояния на момент обработки. Сущность правильного технологического процесса — правильный подбор материала и принципа воздействия на него.
В процессе производства, на стадии подготовки документации и разработки, технолог занимается выбором факторов воздействия на материал или сырье. Итоговый результат должен соответствовать:
- спецификациям на итоговый продукт;
- плановым нормам по выпуску и сроку производства изделий;
- экономической эффективности, установленной в модели работы предприятия.
Все производственные факторы должны оптимально сочетаться, чтобы изделия технологически быстро изготавливались и оптимально окупались в коротком промежутке времени.
Если результаты экономических расчетов неудовлетворительны, то технологи повторяют основные этапы разработки технологического процесса до тех пор, пока не достигнут требуемых планом параметров.
Рабочее место для выполнения технологической операции
Тех. процесс осуществляют на рабочих местах, которые объединяют в участки, линии и т.д.
Рабочим местом называют элементарную единицу структуры предприятия, на которой расположены средства технологического оснащения и определенный объем предметов труда.
На планировке цеха рабочее место изображают в виде упрощенного виде станка сверху.
Если рабочий является многостаночником, то план может изображаться следующим образом.
Тех процесс при обработке на металлорежущих станках
При обработке на металлорежущих станках тех. процессом называют законченную часть процесса обработки, которая связана с процессом обработки одной или группы поверхностей у одной детали одним рабочим или бригадой непрерывно.
Непрерывность в данном случае понимается как действие над одним предметом труда, при этом заготовка устанавливается в приспособление и производится обработка с одного конца. далее заготовка может быть перестановлена, перевернута и обработана с другого конца. Когда заготовка будет раскреплена, то данная операция будет закончена. Вместо нее устанавливается новая заготовка и начинается повторение той же операции.
Если технологический процесс построен таким образом, что все заготовки обрабатываются с одного конца и складируются, а затем станок перестраивается и обработка проходит с другого конца, то в данном случае планируют две операции на каждую из которых создается отдельная тех. операция.
Технологическая операция
Технологической операцией называют законченную часть технологического процесса, выполненную на одном рабочем месте.
При проектировании технологического процесса операции нумеруют для этого используют трехзначные числа кратные 5 начиная с 0.
- 000 Заготовительная
- 005 Токарная
- 010 Шлифовальная
- 015 Токарная с ЧПУ
Промежуточные позиции используются при доработке технологического процесса при его внедрении.







